光学球面曲率半径与面型光圈独立管控解析
一、零件球面加工基础技术指标
本次以Ф8mm 口径光学球面零件为例,明确两项核心加工管控标准:
-
通光口径:Ф8mm;
-
球面曲率半径:标称 R22.5mm,加工公差22.5±0.01mm;
-
球面面型标准:整体光圈数 2,局部光圈数 0.2。
行业实操中常出现认知误区:球面面型检测合格,曲率半径参数便自然达标。下文通过理论计算、工艺逻辑、检测手段三方面,厘清两项指标的独立关系与管控逻辑。
二、曲率半径误差与面型光圈数值换算推导
球面曲率误差示意图:
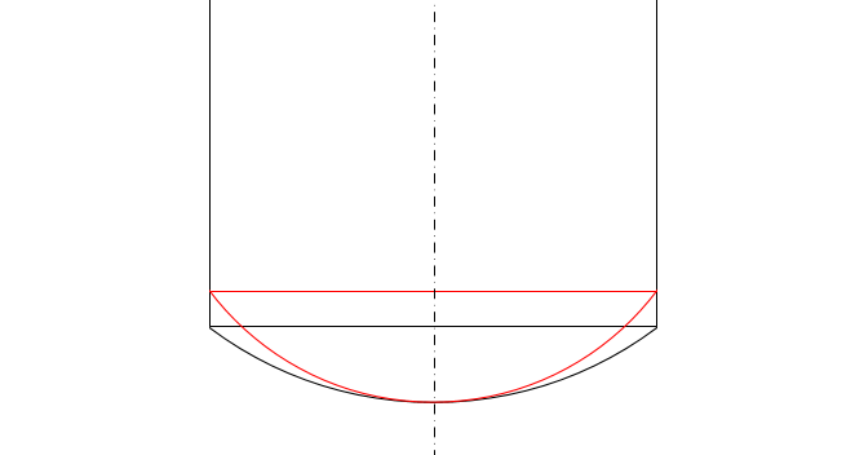
由此得出关键结论:曲率半径 ±0.01mm 全公差区间内,仅能产生 0.5 圈左右的面型光圈变化。零件工艺要求整体光圈数为 2,仅依靠调整曲率半径,无法达到规定面型标准。
三、曲率半径与球面面型为两类独立管控指标
-
1.工艺实现逻辑区分
零件要求光圈 2、中心微凸的球面形貌,不能依靠修改模具曲率半径完成,标准化加工工艺分为两步独立管控:
-
模具曲率严格锁定 22.50mm,以此约束工件曲率半径稳定落在 22.49~22.51mm 公差区间;
-
抛光工序控制球面低阶形貌,不完全收敛抛光面,形成中心凸起、边缘偏低的面型偏差,全程保持球面基础曲率贴近标称 R22.5mm。
-
2.核心管控观点
球面面型合格,不代表曲率半径满足公差要求,两项参数属于并行管控指标,不存在互相替代的校验关系。
本例零件光圈 2 的形貌,是在曲率半径合格基础上,抛光工序引入的可控低阶面型偏差,整体面型 PV 值接近 1 倍波长,并非改变球面基础曲率形成。实际质检需分别校验两项参数,不可只检测面型就判定产品整体合格。
四、球面曲率半径三种实用检测方案
面型光圈、局部光圈属于菲索型激光干涉仪基础检测功能,可直接获取;曲率半径需配套专用硬件与程序方可测量,三类常用检测方式适配不同生产场景:
-
带曲率测量模块的激光干涉仪
Zygo、4D、泰曼 - 格林等机型可搭载曲率半径测量程序,属于非接触式检测方案。设备需搭配标准球面镜与轴向移动导轨,依靠焦点轴向扫描结合几何运算输出 R 数值,常规检测精度区间 ±0.001~±0.005mm。
选型适配要点:标准球面镜标称曲率贴近待测 R22.5mm,20mm、25mm 规格镜组均可适配Ф8mm 样品检测。该方式可同步完成面型与曲率两项检测,适配实验室精密抽检。
-
非接触激光球径仪
依托激光探针采集球面点位,拟合计算曲率半径,检测精度可覆盖 ±0.01mm 公差要求。全程无实体接触,不会划伤光学抛光面,操作效率高,适配产线批量抽样检测。
-
低应力机械式球径仪
接触式检测设备,使用时需规范操作避免光学面损伤,执行四项防护操作:
①选用淬硬抛光红宝石材质测头;
②设备测力档位调至 gf 级低测力模式;
③测量点位限定球面中心区域,避免反复触碰边缘薄壁区域;
④测量前清洁待测表面,清除粉尘、颗粒杂质。
该设备投入成本更低,适合小批量线下复检使用。
五、全文总结
光学球面加工中,曲率半径管控的是球面基础几何尺寸,面型光圈管控的是球面局部形貌偏差,二者物理定义、工艺控制路径、检测逻辑完全独立。
单一检测面型无法替代曲率半径校验,生产与质检环节需分开管控、分别检测;同时光圈类面型偏差依靠抛光修形实现,曲率公差依靠模具基准保证,两套工艺手段互不通用,是光学球面加工中不可忽略的基础管控要点。