一、面型精度:宏观平整度的控制
1.1 技术指标解析
-
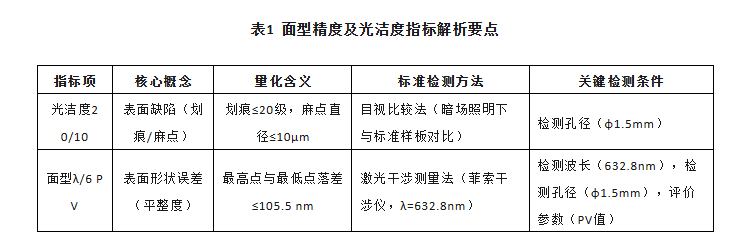
PV(Peak-to-Valley,峰谷值)
表示在检测区域内,表面最高点与最低点之间的垂直距离。PV值越小,表面越接近理想平面或球面。
-
λ/6 @632.8nm
λ为检测波长(632.8nm,氦氖激光)。
λ/6 ≈ 105.5nm,即允许的最大PV偏差不超过105.5纳米。
这是对端面宏观几何形状的严格约束,适用于对波前质量要求较高的激光系统。
-
检测孔径Ф1.5mm
仅在直径1.5mm的圆形区域内评估面型。该区域通常对应激光束的束腰或核心通光孔径,要求在此范围内波前畸变极小。
1.2 检测方法
(1)核心方法:激光干涉测量法
为高精度光学面型检测的标准技术。
(2)推荐设备
(3)检测流程
-
清洁与装夹:清洁被测端面,固定于调整架。
-
对准与干涉:调整工件使入射光垂直端面,形成干涉条纹。
-
限定孔径:在软件中设置Ф1.5mm圆形分析区域。
-
采集与分析:采用移相技术获取多幅干涉图,软件重建面型误差云图,输出PV值。
-
合格判定:PV ≤ 105.5nm(λ/6) 即为合格。
-
报告输出:注明检测波长、孔径、PV值、RMS值及面型云图。
实用提示:检测前应确认参考镜精度至少为被测件精度的3倍以上(如λ/20参考镜可用于λ/6检测)。
二、光洁度:微观缺陷的控制
2.1 技术指标解析
光洁度采用MIL-PRF-13830B标准中的“划痕-麻点”代码“20/10”。
-
20(划痕等级)
表示允许的划痕(长条形缺陷) 宽度与明显程度。数字越小越严格。20级适用于常规激光系统。
-
10(麻点等级)
表示允许的最大麻点直径为10微米(0.01mm)。麻点为圆形坑状缺陷。
-
检测孔径Ф1.5mm
在直径1.5mm圆形区域内评估所有划痕和麻点。即使零件整体端面更大,核心通光孔径内仍需满足该要求。
2.2 检测方法
(1)核心方法:目视比较法(配合暗场照明)
(2)主要设备
(3)检测流程
-
清洁与照明:彻底清洁端面,置于暗场显微镜下,采用斜入射暗场照明。
-
孔径限定:在观察光路中插入Ф1.5mm视场光阑。
-
划痕判定:将视野内最明显的划痕与20级标准划痕样板对比,不超过样板即为合格。
-
麻点判定:
-
记录:标注“光洁度20/10合格(Ф1.5mm孔径)”。
实用提示:清洁过程对光洁度检测影响重大。检测前应使用无尘布与光学级溶剂清洁,避免二次污染。
三、两项指标的工程意义对比
一句话总结:
-
面型精度决定“光波是否走形”。
-
光洁度决定“光能是否干净”。
四、检测注意事项(实用经验)
-
面型检测前:
-
确保环境振动小、气流稳定。
-
待测表面无指纹、灰尘,否则会产生伪干涉信号。
-
光洁度检测前:
-
暗场照明角度需固定,避免主观误判。
-
标准样板应定期校准,避免老化或污染。
-
孔径一致性:
-
判定谨慎性:
五、总结
对于激光光学零件,面型精度λ/6(PV@632.8nm,Ф1.5mm) 和光洁度20/10(Ф1.5mm) 分别从宏观几何与微观缺陷两个维度保障端面质量:
两项指标独立且互补,缺一不可。在激光系统设计、光学件加工与来料检验中,应严格按照所述方法进行检测,并重点关注Ф1.5mm核心孔径区域。