光学零件图与加工技术要求详解
在光学制造领域,光学零件图是连接设计与生产的核心文件。它不仅记录了零件的几何形状与结构参数,更明确了材料等级、加工精度、表面质量等关键技术条件。可以说,光学零件图是选择光学材料、制定工艺路线、开展加工与检验工作的基本依据。
一、光学零件图的规范绘制与尺寸标注
依据《光学制图》(GB 13323-1991)标准,绘制光学零件图时应遵循以下规范:
-
光轴与光线方向:光轴应水平放置,使用点画线表示。光线方向通常由左至右,零件先接触光线的一面应置于图纸左侧。
-
视图表达:圆形零件一般只绘制沿光轴剖开的剖面图,便于直观表达内部结构。
-
尺寸标注:遵循国家机械制图标准,但强调标注允许公差范围,而非公差代号。尺寸标注有三种形式:
二、光学零件加工中的关键技术术语
1. 表面形状公差(面形偏差)
指实际光学表面与理想理论表面之间的偏差。国家标准使用光圈数N和局部光圈数△N两个参数来描述。
根据面形精度,可划分为不同等级。例如:
2. 表面粗糙度
反映加工表面微小间距的峰谷组成的微观几何特征,体现了零件表面的加工细腻程度。
-
直接测量:采用与机械加工相同的Ra参数。
-
间接测量:使用激光干涉仪,常用PV值表示。
3. 表面疵病
表面疵病是对粗糙度要求在高标准下的补充,也称为光洁度指标。它描述的是光学零件在加工或使用过程中,在有效孔径内产生的局部瑕疵,如擦痕、麻点、开口气泡、破点及破边。
图纸中用字母B表示。示例:“B:3×0.063”的含义为:
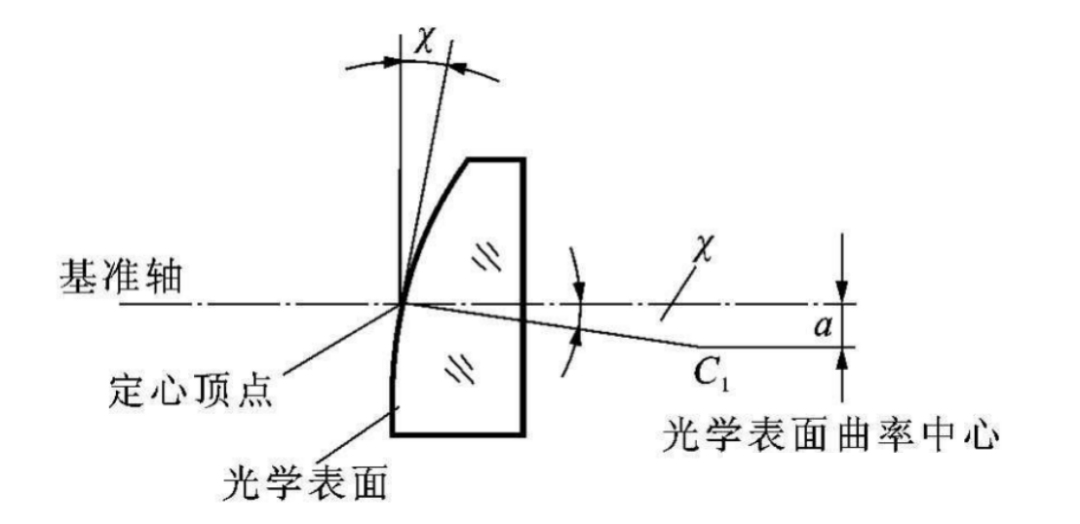
4. 透镜中心偏差
表征透镜的基准轴与光轴之间的偏离程度。具体定义为:光学表面定心顶点处的法线与基准轴之间的夹角,称为面倾角(用χ表示)。该偏差直接影响透镜的成像质量与装配性能。
5. 曲率半径
曲率半径的数值不能随意给定,应符合行业标准推荐的349个数值之一。设计者需根据像差平衡需求从中选择。这一规定的目的在于帮助生产企业建立系列化的球面磨具与样板,有效控制制造成本。
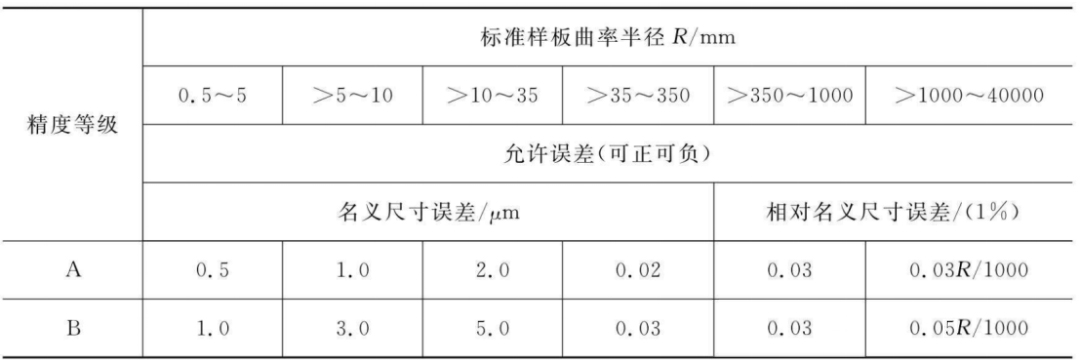
6. 标准样板等级
曲率半径的公差不直接标注在半径数值上,而是通过以下链条传递:
标准样板等级 → 工作样板间的光圈误差 → 工作样板与工件间的光圈数N
国家标准将标准样板分为A、B两级:
-
A级:曲率半径公差要求严格时选用。
-
B级:适用于一般精度要求。
-
7. 其他常用符号
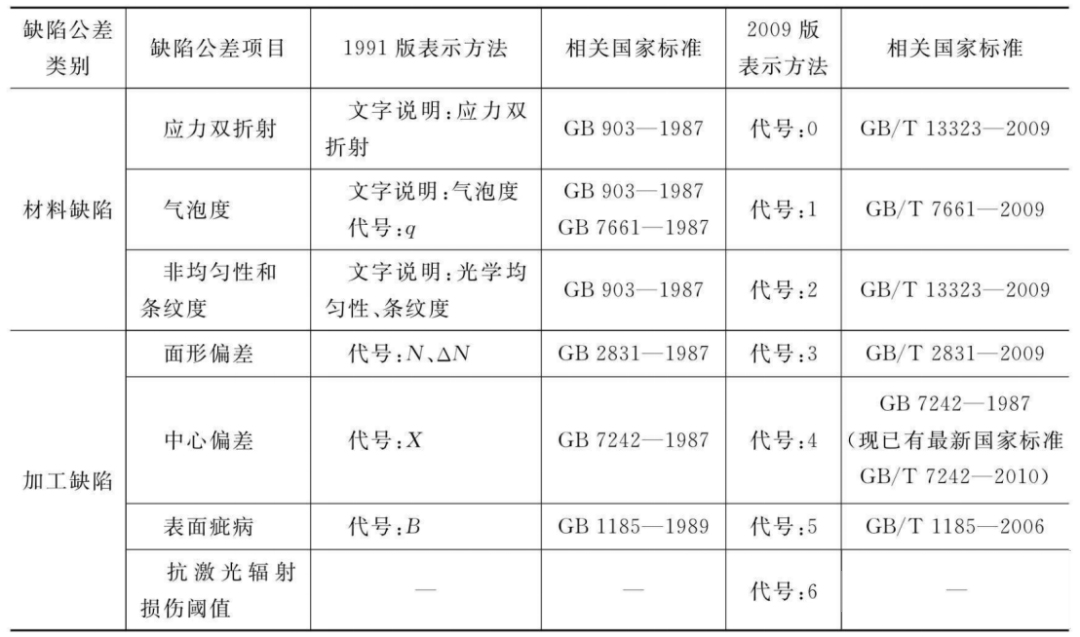
三、新旧标准中缺陷公差表示方法的对比
在光学图纸中,关于材料和加工缺陷公差的表达方式存在新旧差异。例如:
实际工作中,建议优先采用现行国家标准中的表达方式,以确保图纸信息的通用性与准确性,减少沟通成本。