光学面型检测精要
在光学零件抛光过程中,面型精度的控制直接决定最终成像质量。如何快速、准确地检验零件表面形状,是加工环节的关键问题。目前,光学加工领域广泛采用两种方法:激光斐索干涉仪非接触式检验与工作样板接触式干涉检验。前者因不接触工件表面,避免了划伤风险,应用日益普及;后者则凭借简便、直观的特点,仍是车间现场的主力手段。两种方法对应两套表征体系——光圈数(N)与局部光圈数(ΔN),以及峰谷值(PV)。它们之间存在明确的数学关联,但适用场景各有侧重。
一、光圈的识别原理
利用干涉图样判断面型,简便、直观、准确是其突出优点。由于等厚干涉形成的条纹大多呈同心圆环状,形似光圈,故得此名。牛顿最早发现这一现象,因此也称牛顿环。
其物理本质是等厚干涉:相邻两条纹之间的空气隙厚度差为 λ/2(λ为单色光波长)。光圈数N表示中心与边缘的空气隙厚度为 N × λ/2。当样板与被检零件中心接触时,形成高光圈;边缘接触则形成低光圈。使用单色光源时,干涉图样为黑白相间条纹;改用白光光源时,条纹呈现渐变彩色。通过垂直观察条纹的数量、形状、颜色及变化,即可判定零件面型。国家标准《光学零件的面形偏差》(GB/T 2831-2009)对此作出了明确规范。
二、光圈的度量体系
光圈度量包含三项:光圈数N、像散光圈Δ₁N、局部光圈Δ₂N。光学零件图中通常只标注N和ΔN(Δ₂N的简写)。
1. 光圈数N的度量
当N ≥ 1时,以有效检验范围内、直径方向上最多条纹数的一半作为N值。例如,某方向上有6条干涉条纹,则N=3。当N<1时,需从X、Y两个垂直方向分别观察,取较大值。
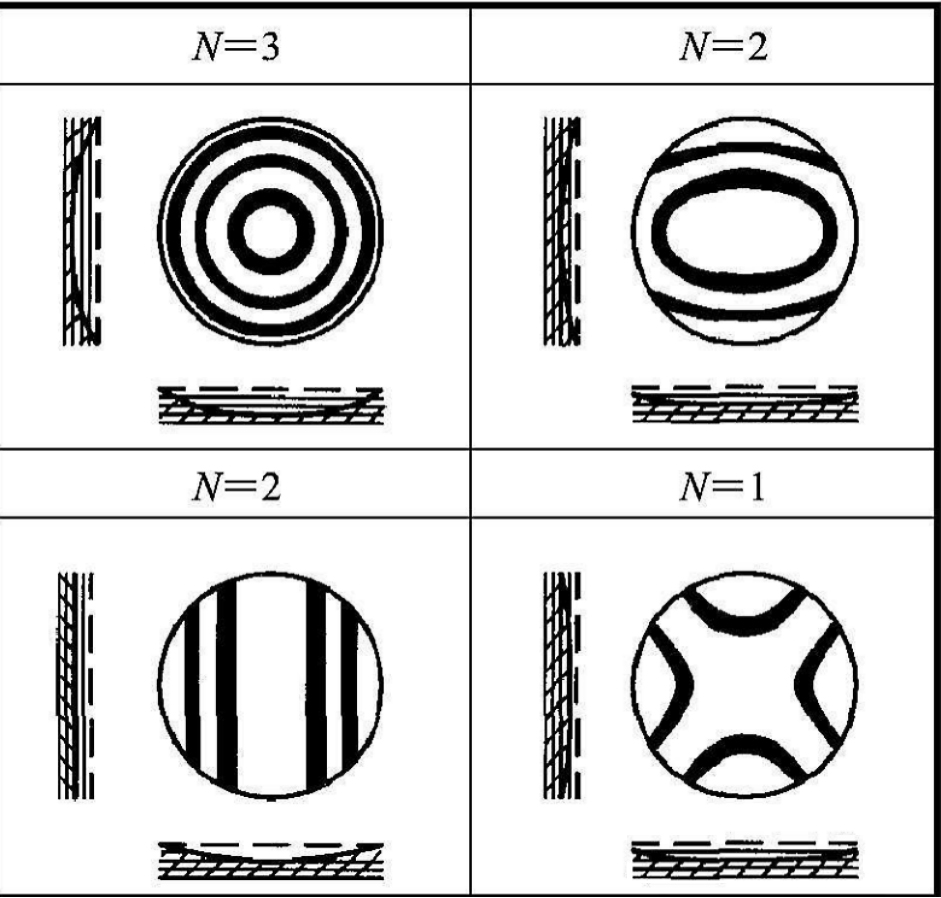
2. 像散光圈Δ₁N的度量
Δ₁N等于两个相互垂直方向上光圈数N的最大代数差的绝对值。像散光圈形态包括椭圆形、马鞍形、柱形等。对于弱像散(N<1),务必检查两个方向,避免误判。
3. 局部光圈Δ₂N的度量
Δ₂N以局部不规则干涉条纹对理想光滑条纹的偏离量e与相邻条纹间距H的比值来度量,即 Δ₂N = e / H(通常在带刻度显微镜下观测)。相邻条纹间距对应λ/2的空气隙厚度,因此局部加工偏差 = Δ₂N × λ/2。
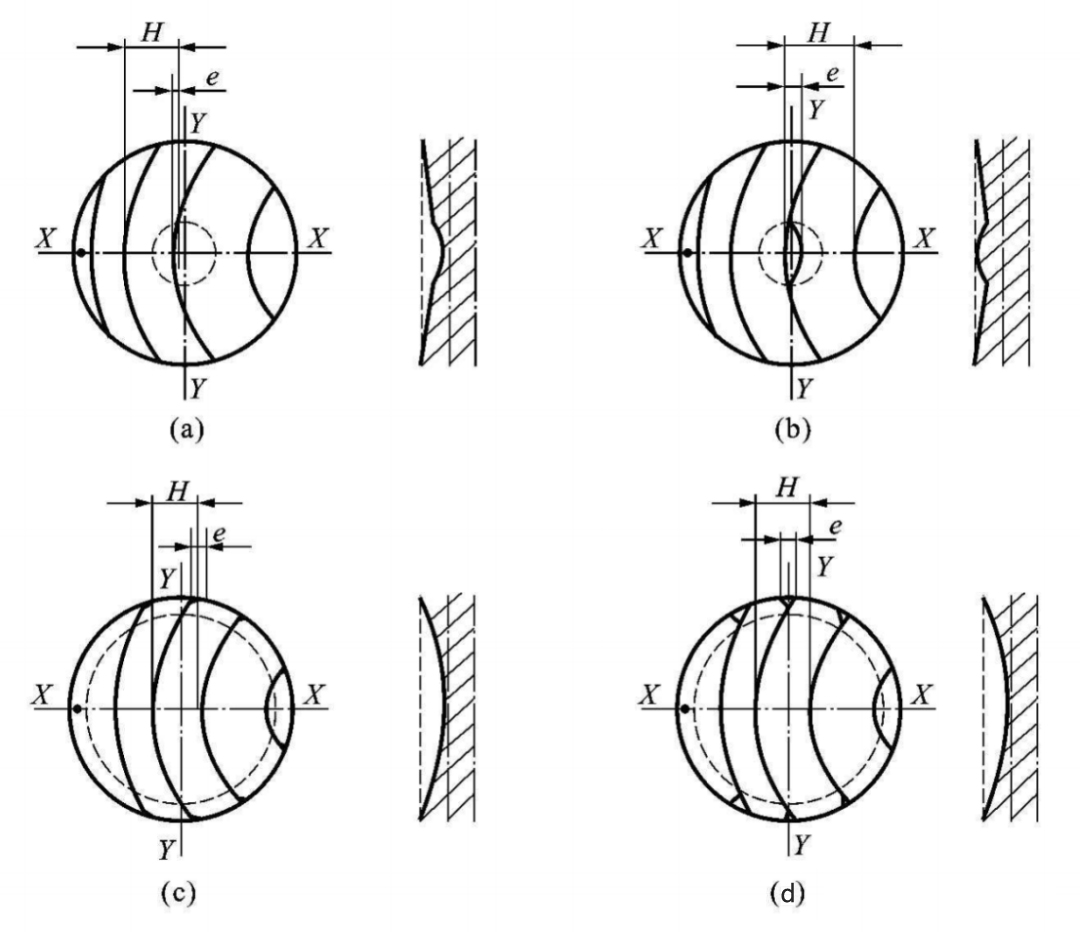
局部偏差分为中心局部偏差和边缘局部偏差,常见四种情况:
-
中心高:局部条纹向中心凸起
-
中心低:局部条纹向边缘凹陷
-
塌边:边缘条纹向外弯曲
-
翘边:边缘条纹向内弯曲
这四种形态分别对应不同的抛光修正策略。
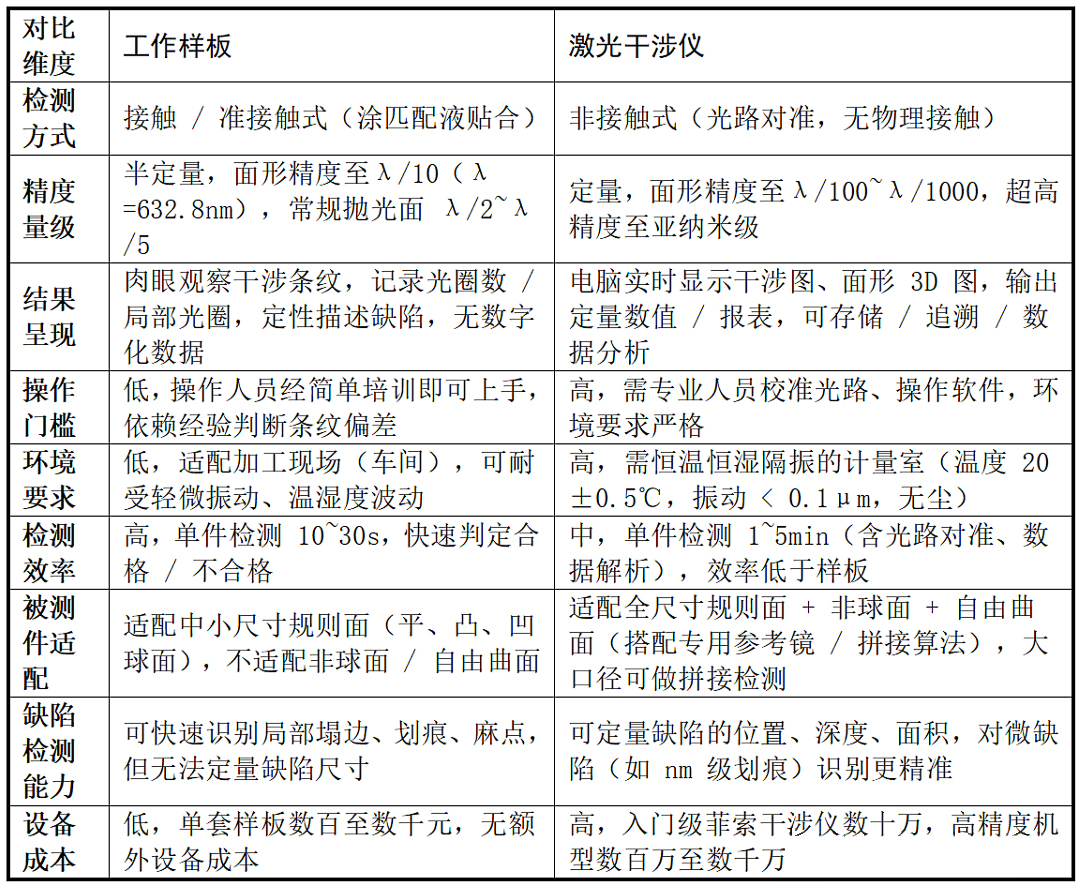
二、工作样板与激光干涉仪:两种检测方法的本质差异
两种方法的根本区别在于:工作样板是比对法(半定量、现场),激光干涉仪是波前检测法(定量、计量)。在实际生产中,二者形成互补体系——现场用样板快速质控,计量室用干涉仪精准终检。
核心检测原理与指标对比
工作样板(光学样板)
利用标准样板与被检表面接触,形成等厚干涉。通过目测干涉条纹的数量和形状,得出光圈数N和局部光圈数ΔN。N反映整体曲率偏差,ΔN反映局部不规则程度。该方法不需要复杂计算,工人经过短期培训即可操作。
激光干涉仪
发射激光束经扩束、准直后照射被测表面,与参考平面反射光形成干涉。通过相机采集干涉图,经软件分析得到峰谷值(PV)和均方根值(RMS)。PV表示整个检测区域内最高点与最低点的垂直距离,是总包络性误差指标;RMS反映面型的统计粗糙度,对中高频误差更敏感。
关键性能与使用场景对比
工程应用中的核心定位
(1)工作样板:抛光现场的快速质控工具
工作样板是光学抛光车间必备的检测手段。它主要用于:
-
在线检测:抛光工人在加工过程中实时测量,通过观察光圈数快速判断面形偏差趋势,及时调整抛光工艺参数(如磨头压力、抛光时间、摆动轨迹)。
-
成品初筛:出库前快速剔除明显不合格品,减少计量室的检测工作量。
-
适用场景:量产型常规光学零件(球面透镜、棱镜、平面镜)的现场质控。对于精度要求≤λ/5的抛光面,工作样板完全能够满足需求。
操作要点:使用前需清洁样板和被检面,避免灰尘划伤;观察时保持视线与干涉条纹垂直;对于弱光圈(N<1),务必从两个垂直方向确认。
(2)激光干涉仪:计量级终检与标定工具
激光干涉仪是高精度光学制造的计量核心。它主要用于:
-
终检测定:对高精度光学零件(如激光系统核心镜片、光刻物镜、天文望远镜主镜)做定量面形检测,输出权威检测报告(含PV、RMS、Zernike像差系数),作为产品合格的最终依据。
-
样板校准:按国标要求,工作样板每1~2年需用干涉仪校准一次,保证样板本身的精度溯源。
-
工艺验证:通过定量对比不同工艺参数下的PV/RMS值,优化抛光新工艺(如抛光液配方、磨料粒度、转速)。
-
适用场景:高精度、定制化、非球面/自由曲面光学零件的终检,以及企业计量室的溯源工作。
使用建议:定期对干涉仪进行自校准(如使用标准平面镜);检测环境温度波动控制在±0.5℃以内;对于大口径零件(>200mm),需注意气流扰动对干涉图的影响。
四、光圈数与PV值的对应关系
1. 光圈数N与整体曲率偏差
N描述的是被测表面与参考标准面(理想平面或球面)之间的整体曲率偏差。它来源于等厚干涉中完整条纹的个数,物理意义为:N个完整光圈对应中心与边缘的光程差为 N × λ/2。
对应PV值估算:若表面仅存在规则球面偏差(无局部误差),则整体PV值 ≈ N × λ/2。例如,λ=632.8nm,N=1时,PV≈316.4nm。但实际表面往往叠加局部误差,因此该估算仅为下限参考。
2. 局部光圈数ΔN与局部PV值
ΔN直接对应局部区域的峰谷误差,是更严格、更关键的指标。它控制的是中高频面型误差(如像散、彗差、局部塌边或隆起),这些误差直接影响光学系统的衍射极限性能和分辨率。
核心公式:
ΔN = (局部区域PV误差值) / (λ/2)
举例:λ=632.8nm,要求ΔN ≤ 0.1,则任一局部区域内表面起伏的PV值不得超过 0.1 × (632.8nm/2) = 31.64nm。这是一个相当严苛的要求,通常对应高分辨率成像系统。
3. PV值——总包络指标
PV值定义为整个或指定检测区域内,最高点与最低点的绝对垂直距离。它是一个结果性、总包络性的指标,包含所有频率成分的误差。
包含关系:PV值 ≈ (N引起的整体偏差) + (ΔN引起的局部偏差)的矢量和。一个表面可以有很好的N(整体曲率规则),但ΔN很差(局部坑洼),导致PV值偏大;反之,局部光滑但整体曲率偏差大,PV值同样不合格。
4. 图纸标注的实用对应
当图纸标注 λ/6 PV(例如λ=632.8nm时,PV ≤ 105.5nm)——这是一个绝对、明确的纳米级容差,不依赖于检测波长。适合高精度零件。
当图纸标注 N=2,ΔN=0.1——这是一个相对容差,默认使用工作样板在车间白光或单色光下检测。若未特别注明检验波长,按通用单色光源(λ=546nm或632.8nm)理解。换算后,ΔN=0.1约对应局部PV≤27nm(λ=546nm时)或≤31.6nm(λ=632.8nm时),比λ/6 PV(约105nm)严格得多。因此,标ΔN的零件通常比标PV的零件精度要求更高。
工程提示:对于同时标注N和ΔN的图纸,局部光圈数ΔN往往是真正的难点。抛光加工中,整体光圈N可以通过调整接触状态较容易地修正,但局部不规则(如中心高、塌边)需要精细的抛光技巧和稳定的工艺参数。建议在粗抛阶段优先控制ΔN,再逐步修正N。