光学零件加工与制图核心指标详解
在光学系统设计与制造中,光学零件图不仅是加工的依据,更是质量控制的起点。许多技术人员对“表面光洁度”“面型精度”“粗糙度”等术语存在混淆,本文结合最新国家标准,系统梳理几项关键指标,帮助读者快速把握标注要点,避免因理解偏差导致的加工失误。
一、表面疵病:从“光洁度”到标准代号的演变
过去常说的“表面光洁度”,在现行国标中已统一称为 “表面疵病” ,二者在多数图纸中可视为同一参数。目前依据的标准是《光学零件表面疵病》(GB/T 1185—2006)。需特别注意代号差异:旧版习惯用字母“B”表示,而新版《光学制图》(GB/T 13323-2009)中明确规定采用数字代码“5”。技术人员在识图时,应首先确认图纸遵循的标准版本,避免因代号误读导致验收错误。
二、抗激光损伤阈值:高能系统中的关键安全指标
随着高能激光在工业加工、医疗及科研领域的广泛应用,光学元件的抗激光辐射能力成为设计中的刚性约束。该指标定义为:使光学零件表面破坏概率为零的最大能量密度或功率密度,直接决定了系统在实际工况下的可靠运行边界。
其性能受多重因素影响:材料结构与纯度、表面光滑程度、膜层结构及膜基结合力等。测试方法应遵循 《激光器和激光相关设备——激光损伤阈值测试方法》(GB/T 16601.1-2017) ,在图纸中以代号 “6” 标注。凡涉及激光场景的光学零件,建议必须标注该项指标,即使非强激光系统,也可预留阈值范围以提升设计鲁棒性。
三、表面粗糙度:机械标注无法覆盖的光学核心要求
粗糙度是光学制图中误解率最高的环节。虽然《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(GB/T 131-2006)适用于通用机械加工,但对光学表面,尤其是超光滑表面与高功率激光光学表面而言,直接套用机械标准极为不充分。《光学制图》(GB/T 13323-2009)将光学表面明确分为两类,判别依据不是数值,而是工艺与光学功能。
抛光表面
粗糙表面
实用换算参考:机械领域常用 Ra,光学抛光面以 Rq 为核心。两者无强制换算关系,但在纳米级抛光表面存在统计经验值:Ra ≈ 0.85 × Rq。例如 Rq=4 nm 时,Ra≈3.4 nm,该值仅供内部沟通参考,不可作为验收依据。
四、光学零件图必须标注的完整内容清单
一张规范的光学零件图,除上述指标外,还应完整反映以下信息:
形状与结构尺寸
左上角表格——材料质量指标
-
折射率允差、同一批玻璃折射率一致性
-
色散系数(阿贝数)允差及一致性
-
光学均匀性、应力双折射、光吸收系数
-
条纹度与气泡度(以 q 表示)
左上角表格——加工要求
-
光圈数 N、局部光圈数 △N
-
中心偏差 C
-
样板精度 △R
-
表面疵病等级(代码 5)
-
抗激光损伤阈值(代码 6,若适用)
-
粗糙度标注(按 P 或 G 体系)
-
气泡度 q
附加说明:如镀膜要求、环境稳定性、检测波长、倒角保护性要求等,必须在图纸空白处清晰注明,不可默认。
五、一个完整的标注示例解析
参考典型光学零件图:
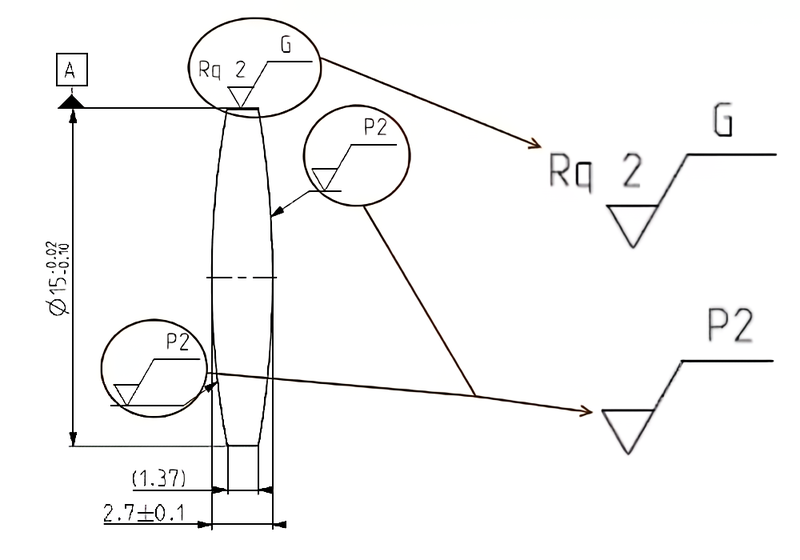
此示例清晰区分了光学功能面与机械辅助面,避免加工方误将安装面按抛光处理或反之,显著降低沟通成本。
总结:掌握 “P与G的强制区分”“Rq单位的隐含规则”“抗激光阈值代码6”“表面疵病代号5” 这四组关键点,即可规范完成绝大多数光学零件图的识读与标注。